
“Het lukt ons niet om op tijd te leveren; We hebben veel last van fouten en interne afkeur; De betrokkenheid van medewerkers bij continue verbetering is niet op niveau; We hebben veel last van verstoringen in onze supply chain; De eisen van onze klanten worden steeds complexer; We hebben onvoldoende controle over het onderhandenwerk; We willen onze leveranciers graag betrekken bij ons continue verbeterproces.”
Misschien herken je enkele van de bovengenoemde problemen binnen jouw organisatie of spelen er misschien andere problemen. Elke organisatie staat voor de uitdaging om producten en diensten met maximale waarde voor hun klanten te leveren, tegen de laagst mogelijke kosten en met een korte levertijd. Om dit te bereiken, moeten organisaties voortdurend werken aan het verbeteren van hun processen en het ontwikkelen van de organisatie. Continu verbeteren gaat niet alleen over het verbeteren van de processen, maar ook over het ontwikkelen van de organisatie en de medewerkers. Op deze pagina bespreken we de cultuur, waarden, principes en de rollen binnen een continue verbeterorganisatie.
De geschiedenis van continu verbeteren
Tegenwoordig is het heel gebruikelijk om Lean Six Sigma toe te passen als een gecombineerde methodiek voor continue verbetering binnen organisaties. Maar jarenlang was dit niet het geval. Als je Lean Six Sigma wilt toepassen, is het belangrijk om de oorsprong van beide methoden te begrijpen.
In de afgelopen jaren zijn de Lean en Six Sigma filosofieën gefuseerd tot Lean Six Sigma als complete aanpak voor procesverbetering. Het is een combinatie van Lean Manufacturing en Six Sigma en maakt gebruik van een gecombineerde set van zowel Lean als Six Sigma technieken. Het omvat ook de best practices van andere verbetermethoden, zoals Total Quality Management, Total Productive Maintenance en Theory of Constraints. Lean Six Sigma bevat een gemeenschappelijk doel om doorlooptijd te verkorten, operationele kosten te reduceren en de kwaliteit te verbeteren. De combinatie van de synergieën van Lean en Six Sigma biedt bedrijven en organisaties een hogere leverbetrouwbaarheid, minder variatie en meer resultaat.
De oorsprong van het beheersen van kwaliteit gaat duizenden jaren terug. De bouw van de grote piramides van Cheops in 2560 voor Christus kon niet plaats hebben gevonden zonder Kwaliteitsmanagement. Zelfs vandaag is men nog steeds verbaasd over de manier waarop de 5,5 miljoen ton kalksteen, 8.000 ton graniet en 500.000 ton cement zijn gebruikt bij de bouw van de Grote Piramide (Romer, 2007). De nauwkeurigheid van de afwerking van de piramides is zodanig dat de vier zijden van de basis een gemiddelde afwijking van slechts 58 millimeter in lengte hebben (Cole, 1925). De basis is horizontaal en vlak tot op ±15 mm (Lehner, 1997). De verhouding van de omtrek tot de hoogte is gelijk aan 2π met een nauwkeurigheid die hoger is dan 0,05%. “Hoewel de oude Egyptenaren de waarde van π niet precies konden definiëren, kunnen we concluderen dat ze deze in de praktijk wel degelijk hebben gebruikt” (Verner, 2003).
In onderstaande blokken leggen we de geschiedenis van continu verbeteren uit in 5 blokken. Deze blokken gezamenlijk, hebben continu verbeteren gemaakt tot het continu verbeteren zoals wij dat kennen.
De vier industriële revoluties
In de afgelopen twee eeuwen is de ontwikkeling snel gegaan en worden vier industriële revoluties onderscheiden. De eerste industriële revolutie (1780-1850) wordt gekenmerkt door de stoommachine. In 1777 werd, in een mijngroeve in Cornwall, de eerste stoommachine van James Watt opgesteld. Met de komst van de stoommachine werd het mogelijk om arbeid geleverd door mensen, dieren of molens, te vervangen door een machine. Deze periode kenmerkt de overgang naar nieuwe productieprocessen.
De tweede industriële revolutie (1850-1970), ook wel bekend als de technologische revolutie, was een periode van de algehele industriële revolutie. Het bekendste voorbeeld van de tweede industriële revolutie is de productielijn van Ford. Henry Ford ontwierp zijn eerste lopende assemblageband in 1913 voor de T-Ford en ontketende hiermee een revolutie. Het was Henry Ford’s doel om ‘de wereld op wielen te zetten’ en een betaalbare auto voor het grote publiek te produceren, met het meest eenvoudige ontwerp tegen de laagst mogelijke kosten. Deze assemblagelijn werd wereldwijd de maatstaf voor massa-productiemethodes. De introductie van de dieselmotor in 1894, als alternatief voor de stoommachine, leverde een belangrijke bijdrage in de verdere ontwikkeling van productielijnen. De Eerste en Tweede Wereldoorlog hebben een grote invloed gehad op de ontwikkeling van massaproductie.
De derde industriële revolutie (1970-2010) werd gekenmerkt door de introductie van de computer in de jaren vijftig. Digitalisering maakte het mogelijk om data van analoge gegevensdragers naar digitale gegevensdragers over te zetten. Hierdoor kon informatie eenvoudig en overal ter wereld worden gedeeld en geraadpleegd. Mede hierdoor werd het voor bedrijven mogelijk te globaliseren. Productie en levering konden wereldwijd plaatsvinden, waardoor schaalvoordelen werden gerealiseerd. Voorbeelden van de derde industriële revolutie zijn het gebruik van ‘Programmable Logic Controllers’ (PLC’s), ‘Computer Aided Design & Manufacturing’ (CAD/CAM), mechatronica en robotica. De eerste toepassingen van robotisering zijn gedaan in de automobielindustrie, waar o.a. laswerkzaamheden en assemblagewerkzaamheden door robots werden verricht. In financiële en dienstverlenende processen heeft het gebruik van geavanceerde computersystemen en algoritmes een grote invloed gehad op de efficiëntie.
Momenteel staan we aan het begin van de vierde industriële revolutie (i4.0), in Nederland ook wel SMART Industry genoemd. Hierin spelen de digitale revolutie en de opkomst van internet een belangrijke rol. Dit wordt ook wel ‘Internet of Things’ (IoT) of ‘Internet of Everything’ (IoE) genoemd. Deze technologie introduceert een servicementaliteit in de industrie, zoals we dat in de afgelopen jaren al hebben meegemaakt door de opkomst van Smartphones en Apps. Daarnaast zullen machines, goederen en onderdelen onderling met elkaar gaan communiceren over planning, bewerkingen die moeten worden ondergaan en grondstoffen die nodig zijn. Technische disciplines zoals machinebouw, elektrotechniek en IT worden nog verder geïntegreerd. Industry 4.0 zal de wereld de komende decennia drastisch veranderen en zal nieuwe business modellen vereisen. Dit is een bedreiging voor diegenen die ‘stil staan’, terwijl het kansen biedt voor diegenen die in beweging komen.
De geschiedenis van kwaliteitsmanagement
Het concept van kwaliteit zoals we dat tegenwoordig kennen is voor het eerst naar voren gekomen tijdens de tweede industriële revolutie. Daarvoor werden goederen van het begin tot het eind door dezelfde persoon of door een team van mensen vervaardigd, door middel van handwerk en het bewerken van het product totdat werd voldaan aan de kwaliteitscriteria. De massaproductie bracht grote teams van mensen samen om aan specifieke stadia van het product te werken. Niet een specifiek individu, maar het team werd daarmee verantwoordelijk voor het product, van begin tot eind. In de late 19de eeuw hebben pioniers zoals Frederick Winslow Taylor en Henry Ford de beperkingen onderkend van de methoden die werden gebruikt in de massaproductie en de wisselende kwaliteit van de output. Henry Ford (1863 – 1947) was de oprichter van Ford Motor Company en adopteerde de assemblagelijn en massaproductie. Velen beweren dat Lean is begonnen bij Henry Ford. Aanvankelijk was dit meer een Lean-initiatief dan een kwaliteitsinitiatief. Elke T-Ford werd geleverd in elke gewenste kleur, zolang het maar zwart was, en met een gereedschapskist in de kofferbak. Pas later werd door Ford meer focus gelegd op standaardisatie van het ontwerp en componenten om een meer constante kwaliteit te garanderen. Om de eindkwaliteit van het product te garanderen werd gebruik gemaakt van inspectie aan het eind van de lijn.
Walter Andrew Shewhart (1891 – 1967) was een Amerikaans natuurkundige en bekend als de vader van de statistische kwaliteitscontrole. Hij heeft de grondslag gelegd voor de regelkaart en het omzetten van het productieproces naar een staat van statistische procesbeheersing. Hij is ook de bedenker van de ‘Plan-Do-Check-Act’ cirkel of PDCA-cirkel. De toepassing van statistische controle heeft zich verder ontwikkeld tijdens de Tweede Wereldoorlog, waar kwaliteit een cruciaal onderdeel van de oorlog werd. Sir Ronald Aylmer Fisher (1890 – 1962) was een Engelse statisticus. Volgens sommigen creëerde hij de basis voor de moderne statistische wetenschap. Eén van de belangrijke bijdragen aan de statistiek zijn onder meer de ‘Analysis of Variance’ (ANOVA) en de ‘Design of Experiments (DOE).
Na de Tweede Wereldoorlog hebben de Japanners de zienswijzen van de Amerikanen Joseph M. Juran (1904 – 2008) en W. Edwards Deming (1900 – 1993) geïntroduceerd. Juran was een managementconsultant en ingenieur. Hij schreef een aantal invloedrijke boeken over kwaliteitsmanagement. Het bekendste werk van hem is de ‘Juran Trilogy’ die is samengesteld uit drie managementprocessen: kwaliteitsplanning, kwaliteitscontrole en kwaliteitsverbetering. Hij was één van de eersten die heeft geschreven over de ‘Cost of Poor Quality’ (COPQ). Hij is ook bekend om de ‘Vital few versus Useful many’ uitspraak, ook bekend als de Pareto grafiek of de ‘80/20-regel’. Deming was een statisticus naar wie de Deming Prijs voor de kwaliteit is vernoemd (1951). Deming riep de PDCA-cirkel uit tot de oplossing van de problemen van Shewhart. Er wordt beweerd dat Deming meer invloed op de Japanse productie en het bedrijfsleven heeft gehad dan elk ander individu met een Japanse achtergrond. Toen hij in 1993 overleed, begon hij net bekend te worden en erkenning te krijgen in de Verenigde Staten.
Kwaliteitsmanagement kwam pas veel later in de Verenigde Staten opzetten, als directe reactie op de kwaliteitsrevolutie in Japan. In de jaren ‘70 werden Amerikaanse industriële sectoren, zoals de auto- en elektronicasector, sterk beïnvloed door de concurrentie van Japan op het gebied van kwaliteit. De Amerikaanse reactie werd bekend als ‘Total Quality Management’ (TQM) en bestaat uit het continu verbeteren van de mogelijkheid om kwalitatief hoogwaardige producten en diensten te leveren aan klanten. TQM rust meestal zwaar op de eerder ontwikkelde technieken van de kwaliteitscontrole. TQM kreeg veel aandacht in de late jaren ‘80 en vroege jaren ‘90 alvorens te worden overschaduwd door ISO 9001, Lean Manufacturing en Six Sigma. Veel van de principes en technieken zijn echter nog steeds aanwezig in de huidige Kwaliteitsmanagement programma’s.
De geschiedenis van Kaizen
Masaaki Imai (geboren in 1930) was een Japanse organisatieadviseur, bekend om zijn werk op het gebied van kwaliteitsmanagement. Masaaki Imai schreef het baanbrekende boek ‘Kaizen: The Key to Japan’s Competitive Success’ (1986). Middels dit boek werd de term Kaizen geïntroduceerd in de westerse wereld. In hetzelfde jaar richtte hij de Kaizen Institute Consulting Group (KICG) op om westerse bedrijven te helpen bij het introduceren van de principes, aanpak en technieken van Kaizen.
“Het maakt niet uit hoe langzaam je gaat, zolang je maar niet stopt.”
Confucius
Het Japanse woord Kaizen betekent ‘Verandering naar beter’. Een andere betekenis van Kaizen is ‘Het uit elkaar halen en op een betere manier weer in elkaar zetten‘. Tegenwoordig wordt Kaizen wereldwijd erkend als een belangrijke pijler van continue verbetering, met name kleine stapsgewijze verbeteringen op de werkvloer, ook wel de ‘Gemba’ genoemd.
De geschiedenis van Total Productive Maintenance (TPM)
Binnen machine-intensieve bedrijven zoals voeding, pharma, chemie en automotive is ‘Total Productive Maintenance’ of ‘Total Productive Management’ (TPM) een veelgebruikte aanpak voor continue verbetering. De methode is gericht op het effectief en efficiënt gebruik van apparatuur door het vermijden van vertragingen en machine-gerelateerde verstoringen in het productieproces. Dit wordt bereikt door preventief onderhoud en het verhogen van efficiëntie en belading.
Preventief onderhoud is ontwikkeld door Amerikaanse fabrieken die tijdens de Tweede Wereldoorlog aan het leger leverden. Na de oorlog werd in Japan preventief onderhoud ingevoerd (1951). Nippon Denso (Toyota Group) was het eerste bedrijf dat preventief onderhoud invoerde (1960). Nippon-Denso ontving hiervoor als eerste bedrijf de prestigieuze prijs van het ‘Japanese Institute of Plant Maintenance’ (JIPM) voor het implementeren van TPM. In 1987 werd het eerste echte TPM-initiatief in de Verenigde Staten ontwikkeld door de Kodak-fabriek in Tennessee Eastman.
De geschiedenis van Lean
Lean richt zich op stabiliteit, voorspelbaarheid en de eliminatie van verspilling, ook wel Waste of Muda genoemd. Lean Manufacturing begon met Henry Ford, die als eerste een heel productieproces daadwerkelijk integreerde. Hij deed dit door fabricagestappen in procesvolgorde te plaatsen met behulp van gestandaardiseerd werk en verwisselbare onderdelen. Ford noemde dit ‘Flow’ (1913). Het probleem met het Ford-systeem was het onvermogen om met variatie om te gaan. Het Ford T-model was beperkt tot slechts één configuratie en één kleur, zwart. Alle chassis van het T-model ware identiek tot het einde van de productie in 1926.

Tussen 1930 en 1950 hebben managers van Toyota, waaronder Kiichiro Toyoda en Taiichi Ohno, een aantal bezoeken gebracht aan de Ford-fabriek. Terwijl Ford op dat moment 8.000 voertuigen per dag produceerde, had Toyota slechts 2.500 auto’s geproduceerd in 13 jaar. Toyota wilde de productie opschroeven, maar miste de financiële middelen die nodig waren om de benodigde voorraad en subassemblages op te bouwen, zoals die te vinden waren in de Ford-fabriek. Uit nood geboren ontwikkelden ze een reeks eenvoudige innovaties die het mogelijk maakten om zowel de continuïteit in de procesflow te behouden als een grote variatie van producten aan te bieden. Wat nog meer indruk maakte op Ohno dan het bezoek aan de Ford-fabriek, was het bezoek aan de supermarkt ‘Piggly Wiggly’. Japan had op dat moment nog geen supermarkt waar klanten zelf hun producten konden pakken en waarbij de voorraad op de schappen frequent werden aangevuld vanuit het magazijn. Dit proces inspireerde Ohno om de productie in de Toyota fabriek op dezelfde manier in te richten en alleen te produceren waar het volgende proces behoefte aan had. Toyota ontwikkelde haar befaamde ‘Toyota Productie Systeem’ (TPS) om de problemen en hoge kosten van grote voorraden te voorkomen. Het TPS heeft enkele ideeën van Ford overgenomen, maar bevatte ook de filosofie van ‘Just In Time’ (JIT) en ‘Pull’, gebaseerd op het supermarktconcept van Piggly Wiggly.

In 2008 werd Toyota’s werelds grootste autoproducent. In de afgelopen twee decennia heeft Toyota’s voortdurende succes een enorme vraag naar meer kennis over Lean gecreëerd. Er zijn letterlijk honderden boeken, artikelen en andere bronnen beschikbaar over Lean Management. Lean is momenteel op grote schaal verspreid over de gehele wereld. Lean-principes en technieken worden gebruikt in productie, logistiek en distributie, dienstverlening, handel, gezondheidszorg, bouw, onderhoud en zelfs in de publieke sector, met als gemeenschappelijk doel de doorlooptijd te verkorten, de operationele kosten te verlagen en tegelijkertijd de kwaliteit te verbeteren.
De geschiedenis van Six Sigma
Het was 1979 toen Motorola na een pijnlijk proces van zelfontdekking begon te beseffen in welke mate zij marktaandeel had verloren in veel belangrijke segmenten, zoals televisies, autoradio’s en halfgeleiders. In datzelfde jaar, tijdens een vergadering, stelde de president en CEO van Motorola Bob Galvin de vraag: ‘Wat is er mis met ons bedrijf?’ Daarop begonnen veel managers de standaard, politiek correcte, excuses op te noemen. De schuld lag bij de Japanners, bij de economie in het algemeen en gebrek aan innovatie. Tijdens deze discussie klonk een stem luid en duidelijk van achteren uit de zaal: ‘Ik zal u vertellen wat er mis is met dit bedrijf … onze kwaliteit is belabberd!’ Die stem was van Art Sundry, een sales manager voor Motorola’s meest winstgevende business op dat moment. Iedereen dacht dat hij zou worden ontslagen voor zijn uitgesproken mening. Hoe kon iemand zo’n opmerking maken in zulke moeilijke en turbulente tijden? Zeker was dat Motorola altijd één van de beste fabrikanten ter wereld was geweest en dat nog steeds was, ongeacht de moeilijke situaties waarmee het werd geconfronteerd. Motorola bevond zich op een belangrijk keerpunt in haar geschiedenis. Het kon doorgaan in deze neerwaartse trend ten opzichte van concurrenten, of het kon deze trend met een ambitieuze cultuurverandering en kwaliteitsverbetering doorbreken. Dit was het moment dat Motorola begon aan een zoektocht naar manieren om de kwaliteit te verbeteren. Twee Motorola ingenieurs, Bill Smith en Mikel Harry, worden geroemd voor hun baanbrekend werk, gericht op het verbeteren van processen en het vinden en oplossingen voor problemen. Hun werk rondom het verbeteren van processen, kennis van toleranties en het vertalen van de zogenaamde ‘Critical-to-Quality’-kenmerken in het ontwerpproces legden voor een groot deel de basis voor wat vandaag Six Sigma wordt genoemd.
Six Sigma richt zich in de basis op het reduceren van variatie in elk denkbare deel van het proces. Minder variatie leidt tot minder afkeur, een stabielere kwaliteit en lagere kosten. Deze aanpak kreeg de naam ‘Six Sigma’. Het Six Sigma kwaliteitsprogramma van Motorola was zo radicaal dat managers werden gedwongen om anders te denken over het bedrijf. Het toepassen van deze concepten in de productie van elektronica van Motorola leverde binnen 4 jaar $ 2.2 miljard op en binnen 15 jaar $ 16 miljard. De CEO van Motorola, Bob Galvin, refereerde aan het werk van Bill Smith en Mikel Harry voor het behalen van deze resultaten.
Eén van de bedrijven die de Six Sigma filosofie omarmde was General Electric (GE). De voorzitter van GE, Jack Welch, werd verteld dat Six Sigma een grote positieve impact op de kwaliteit van GE zou kunnen hebben. Hoewel hij eerst sceptisch was, startte Welch met een grote campagne onder de naam ‘The GE-Way’. Hij maakte een officiële aankondiging betreffende dit kwaliteitsinitiatief tijdens de jaarlijkse bijeenkomst van 500 topmanagers van GE in januari 1996. Welch beschreef het programma als ‘De grootste kans voor groei, hogere winstgevendheid en individuele tevredenheid van de medewerkers in de geschiedenis van het bedrijf’. Zijn doel was om de kwaliteit naar een geheel nieuw niveau te brengen en een Six Sigma kwaliteitsbedrijf te worden door bijna defectvrije producten te produceren. Zijn bedoeling was om kwaliteit te laten doordringen in alle delen van het bedrijf, dus niet alleen in productie. Hij noemde Six Sigma later ‘Het moeilijkste doel’, maar zei ook dat dit ‘Het belangrijkste initiatief was dat GE ooit had ondernomen’. General Electric bespaarde meer dan $ 12 miljard door middel van Six Sigma in de eerste vijf jaar na de implementatie.
Waarden en principes van continu verbeteren
Als we de geschiedenis van Continu verbeteren bestuderen, leren we dat binnen het domein van continue verbetering de afgelopen decennia verschillende methodieken zijn geïntroduceerd.We gaan nu in op de waarden en principes van deze methodes. Achtereenvolgens zullen we ingaan op de waarden en principes van Kaizen, Lean en Six Sigma. Tijdens de behandeling zul je zien dat er verschillen zijn, maar ook veel overeenkomsten. Voor elk van de verbetermethodes geldt namelijk dat ze klantwaarde als uitgangspunt nemen en ook dat ze de hele organisatie betrekken in het continue verbeterproces.
In onderstaande blokken worden de Kaizen principes, de Lean principes en de Six Sigma principes verder uitgelegd. Gezamenlijk zorgen deze drie principes voor de waarden en principes van Continu verbeteren, zoals wij deze vandaag de dag kennen.
Kaizen principes
Kaizen gaat over teamwork. Deelname is vrijwillig, maar niet zonder commitment. Het is een bottom-up benadering en moedigt iedere medewerker aan om een bijdrage te leveren. Als zodanig is Kaizen een benadering die vaak wordt gekoppeld aan het begrip continu verbeteren. Kaizen-projecten worden daar uitgevoerd waar het gebeurt: de ‘Gemba’. Als zich problemen voordoen, is het meer voor de hand liggend om ‘naar de Gemba’ te gaan dan om vanachter een bureau of in een vergaderruimte op zoek te gaan naar de oplossing. Het probleem ligt namelijk op de werkvloer. Problemen op de werkvloer worden het meest gevoeld door medewerkers op de werkvloer en veel minder door de medewerkers op het kantoor. Medewerkers op de werkvloer hebben vaak hele goede ideeën voor het oplossen van het probleem, omdat ze er dagelijks mee worden geconfronteerd. Het enige punt is dat managers vaak vergeten hen te betrekken bij het bedenken van ideeën. Kaizen is daarom ook ‘Empowerment’, waarbij de medewerkers op de werkvloer een bepaalde vrijheid hebben om problemen zelfstandig op te lossen.
Kaizen-principe | Omschrijving |
Teamwork | Zorg voor betrokkenheid van iedereen |
Persoonlijke Discipline | Volg de standaarden |
Beter moreel | Zorg voor goede werksfeer |
Kwaliteitscirkels | Volg de PDCA-verbetercyclus |
Suggesties voor verbeteringen | Sta open voor ideeën en suggesties |
Lean principes
Womack, Jones en Roos publiceerden twee succesvolle boeken getiteld ‘The machine that changed the World’ (1990) en ‘Lean Thinking’ (1996). Beide boeken gaan over de revolutie in de industrie en beschrijven uitvoerig het Toyota productiesysteem. Ze vergelijken deze manier van werken met de traditionele massaproductie zoals die wordt toegepast door andere bedrijven in de westerse wereld. Zij beschrijven de volgende vijf principes in hun boek ‘Lean Thinking’, gebaseerd op hetgeen ze geobserveerd hebben bij Toyota:
| Lean-principes | Omschrijving |
| Waarde | Definieer wat de waarde is voor de klant |
| Waardestroom | Benoem de waardestroom; Elimineer verspilling |
| Flow | Creëer een constante flow |
| Pull | Produceer alleen op basis van vraag |
| Perfectie | Continue verbetering |
We zullen nu elk van deze vijf principes kort beschrijven.
1 – Waarde
Het eerste principe gaat over het bepalen wie de klant is om te bepalen wie de klant is en over de betekenis van waarde voor de klant. Lean neemt namelijk de klant als uitgangspunt, want uiteindelijk zijn tevreden klanten de reden voor het bestaan van jouw organisatie en baan. Maar wie is je klant? Soms is de klant eenvoudig aan te wijzen, maar soms is het minder voor de hand liggend. Nadat bekend is wie de klant is, is het ook belangrijk om na te gaan wat de betekenis is van klantwaarde. Dit wordt ook wel de ‘Voice of the Customer’ genoemd.
2 – Waardestroom
De waardestroom is het operationele proces of alle aaneengeschakelde activiteiten die uiteindelijk leiden tot het product of dienst zoals geleverd aan de klant. Maar niet elke activiteit kan worden geclassificeerd als waardetoevoegend. Een activiteit met toegevoegde waarde moet aan de volgende eisen voldoen: de klant is bereid ervoor te betalen; het moet de eerste keer correct worden uitgevoerd en de activiteit moet het product of dienst op een bepaalde manier veranderen. Als aan één van deze criteria niet wordt voldaan, wordt de activiteit geclassificeerd als een niet-waardetoevoegende activiteit of Waste. Eén van de belangrijkste doelstellingen van Lean is het identificeren en elimineren van Waste.
3 – Flow
Lean is erop gericht om de juiste dingen op het juiste moment op de juiste plaats in de juiste hoeveelheid te leveren, waarmee een perfecte Flow wordt bereikt. Een eenvoudige manier om Flow te observeren is door een kijkje te nemen op de werkvloer. Aan de ene kant zie je opdrachten de werkvloer op komen (bijvoorbeeld onderdelen, componenten, zieke patiënten, klanten, bakken, vrachtwagens, aanvragen, enz.). Aan de andere kant zie je producten of diensten de werkvloer verlaten (bijvoorbeeld gereed product, gezonde patiënten, onderdelen, paspoorten, beschikkingen, enz.). Op de werkvloer zelf zijn medewerkers en machines bezig om waarde toe te voegen aan de producten of diensten. Hoe meer producten liggen te wachten, hoe minder Flow er aanwezig is. Als er geen sprake is van Flow, is er ook geen sprake van Lean.
4 – Pull
Stel je voor wat er zou gebeuren als elke stap in het proces het aantal zou produceren of leveren waartoe het in staat is, zonder rekening te houden met wat er daadwerkelijk nodig is. Dit zou leiden tot een ware chaos met enorme stapels voorraden en werk in uitvoering dat ligt te wachten tussen de verschillende stappen in het proces. Om dit te voorkomen is het noodzakelijk om te werken volgens het ‘Just In Time’ principe. Dit betekent dat activiteiten alleen op het juiste moment en in de juiste omvang plaatsvinden. Dit kan worden bereikt door Pull toe te passen. Werken volgens Pull in plaats van Push voorkomt stapels werk en overproductie. Pull betekent dat de een bepaalde stap in het proces bepaalt wat moet worden geleverd door de voorgaande processtap. Dit begint bij de klant die als eerste aangeeft wat nodig is.
5 – Perfectie
Lean richt zich op continue verbeteren van processen door de implementatie van vele kleine verbeterprojecten, ook wel Kaizen-events genoemd. Typisch voor dit type projecten is de eliminatie van verspilling en het verkorten van cyclustijden. Het doorlopend uitvoeren van Kaizen-projecten is een belangrijk onderdeel van het vijfde Lean-principe. Vele kleine verbeterstappen leiden namelijk uiteindelijk tot een grote verbetering.
Naast de vijf genoemde principes publiceerde Dr. Jeffrey Liker, hoogleraar industriële techniek aan de Universiteit van Michigan, in 2004 ‘The Toyota Way’. Het boek beschrijft het ‘Toyota Production System’ (TPS). TPS leende ideeën van Ford, maar voegde de ‘Just In Time’ (JIT) -filosofie en het ‘Pull Concept’ toe om de hoge kosten van de grote voorraden die Ford had te voorkomen. In zijn boek noemt Liker het TPS-systeem “Een systeem dat is ontworpen om mensen de tools te bieden om hun werk voortdurend te verbeteren.” Liker definieert 14 principes, georganiseerd die op te delen zijn in vier secties.
Six Sigma principes
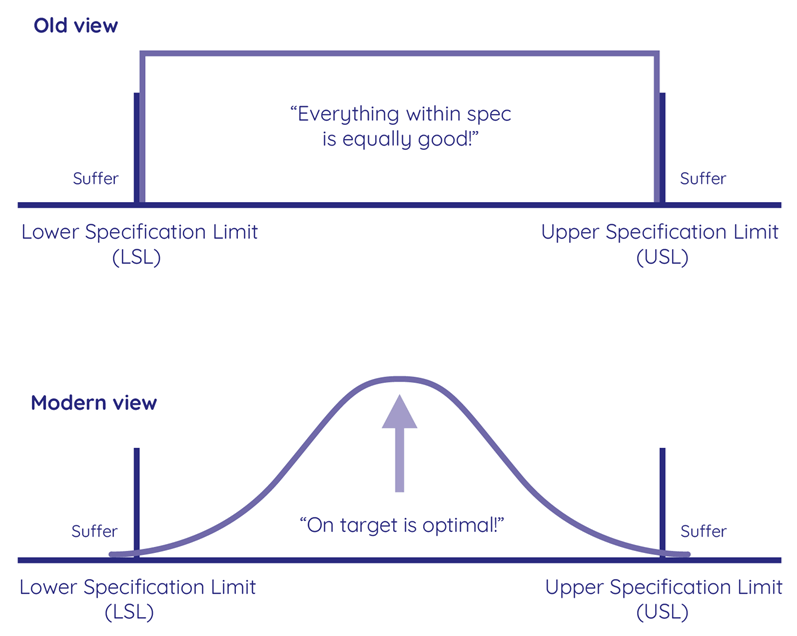
Six Sigma heeft als belangrijkste focus het reduceren van variatie om daarmee de kwaliteit van een product of proces te verbeteren. Overal om ons heen is variatie. Een bestuurder heeft variatie bij het inparkeren van zijn auto; de aankomsttijden van treinen hebben variatie; het menselijk ras vertoont variatie en producten die uit een proces komen, zijn nooit hetzelfde. Elk proces vertoont variatie. Hoe minder de variatie van een proces, hoe beter we de uitkomst kunnen voorspellen en hoe voorspelbaarder we een uitspraak kunnen doen over de kwaliteit van het product of proces. Daarom heeft Six Sigma een sterke focus op het reduceren van variatie. Als we onze beslissingen in een verbeterproject willen baseren op feiten, dan moeten we weten hoe we data kunnen analyseren en interpreteren.
Het verschil tussen de ouderwetse en de moderne zienswijze van variatie wordt weergegeven in onderstaande afbeelding. De oude zienswijze gaat uit van een goed- of foutbeoordeling van een product op basis van bepaalde afkeurgrenzen. Als een product binnen de specificatiegrenzen valt, wordt het product goedgekeurd, terwijl een product dat buiten de specificatiegrenzen valt, wordt afgekeurd. Een veel betere manier om de kwaliteit van een product te beoordelen is om te kijken naar de ligging van de meetwaarde ten opzichte van de specificatiegrenzen. Een product dat precies in het midden van de specificatie ligt, is namelijk beter dan een product dat dicht bij één van de specificatiegrenzen ligt. Daarbij is een proces dat weinig variatie vertoont beter dan een proces dat veel variatie vertoont.
Het Continuous Improvement Maturity Model’
Welke methode van Continu Verbeteren het beste past bij een bepaalde organisatie, hangt sterk af van het volwassenheidsniveau van die organisatie. Dit geldt ook voor de bijbehorende waarden en technieken. Om organisaties te ondersteunen bij het toepassen van de best passende methodiek, heeft de LSSA het ‘Continuous Improvement Maturity Model’ (CIMM) ontwikkeld. Alles over het Continuous Improvement Maturity Model lees je op deze pagina.
Meer leren over continu verbeteren
Hierboven is de geschiedenis van continu verbeteren uitgebreid behandeld. Daarnaast zijn de waarden en principes van continu verbeteren in kaart gebracht. Deze informatie is afkomstig uit de boeken geschreven door H.C. Theisens, oprichter van de Lean Six Sigma Academy. In zijn boeken-serie Climbing The Mountain leer je niet alleen alles over de geschiedenis, waarden en principes van Lean en Lean Six Sigma, maar ook over de mindset, skill set en tool set. De boeken zijn verkrijgbaar in de volgende uitgaves: Yellow Belt, Orange Belt, Green Belt en Black Belt. Naast boeken, vind je in onze webshop ook eLearning content en Lean Six Sigma Examenvouchers.
Lean Six Sigma Yellow Belt
H.C. Theisens
English & Dutch
Lean Six Sigma Orange Belt
H.C. Theisens
English & Dutch
Lean Six Sigma Green Belt
H.C. Theisens
English & Dutch
Lean Six Sigma Black Belt
H.C. Theisens
English & Dutch
Voor meer informatie over de producten en diensten van de Lean Six Sigma Academy, kunt u contact met ons opnemen via ons contactformulier of door ons te bellen op +31(0)20 8945045.